

Contacts:钟先生
Email:121740864@qq.com
Phone:138-1293-0229
ADD:昆山市周市镇盛帆路268号
“为什么同样的设备,生产效率却相差30%?” 这是许多制造业从业者在接触挤出机时最常思考的问题。作为塑料加工、食品包装、建材生产等领域的核心设备,挤出机的操作规范直接决定了产品质量与能耗成本。本文将通过15张高清流程图解,系统拆解挤出机的标准化操作流程,帮助您规避90%的操作误区,实现生产效率与安全性的双重提升。
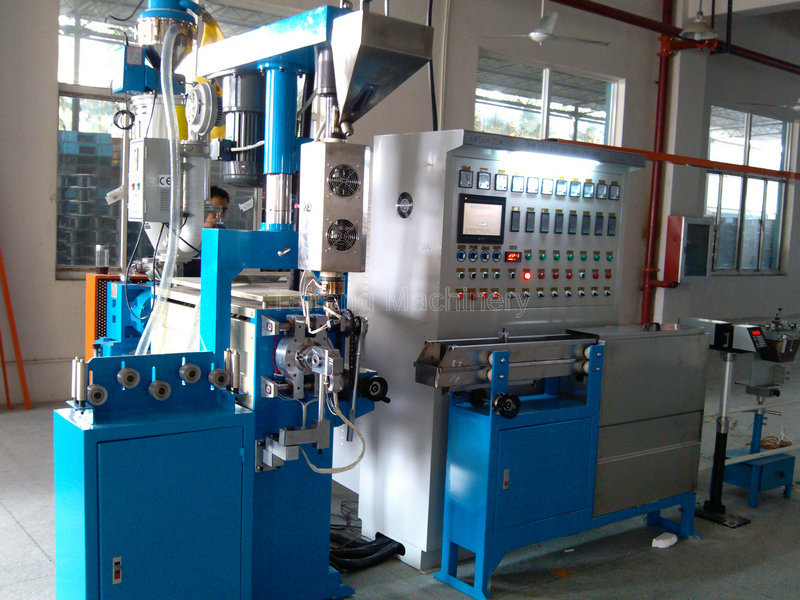
“工欲善其事,必先利其器”,在启动设备前,操作人员需完成三个核心环节的检查(见图1)。首先确认加热系统各温区达到预设值,通常料筒温度需根据原料类型精确设定——例如PVC加工需控制在160-190℃,而PP材料则需要230-260℃的梯度升温。其次是冷却系统的验证,通过触摸冷却水管确认水流畅通,避免因局部过热导致的材料碳化。最后检查传动部件润滑状态,重点观察减速箱油位是否处于视窗中线,螺杆与机筒间隙是否在0.1-0.3mm的合理范围。 特别提醒:新设备首次开机前,必须进行空载试运行。通过低速运转(建议<15rpm)检测螺杆与传动系统的匹配度,此过程需持续30分钟以上。
温度、压力、转速的三角关系决定了挤出品质(见图2-图5)。在控制面板上,操作者需遵循“先升温后启动”的原则:
当绿色启动键按下后,真正的技术较量才刚刚开始(见图6-图9)。前15分钟是质量管控的关键窗口期:
完成生产任务后,科学的停机程序能延长设备30%寿命(见图11-图13):
最后的品质防线由尺寸精度、表面质量、物理性能、批次一致性构成(见图14-图15)。建议配置在线测径仪实时监控厚度偏差,对于食品级制品还需进行迁移测试——将样品置于60℃植物油中浸泡2小时,检测塑化剂析出量是否超标。 关键参数速查表
| 检测项目 | 塑料薄膜 | 管材 | 异型材 |
|---|---|---|---|
| 厚度公差 | ±0.005mm | ±0.2mm | ±0.15mm |
| 拉伸强度 | ≥35MPa | ≥25MPa | ≥30MPa |
| 热变形温度 | ≥75℃ | ≥90℃ | ≥80℃ |
通过这套完整的操作体系,配合精准的流程可视化管控,企业可将挤出机综合效率(OEE)提升至85%以上。记住:每一个规范动作的背后,都是对产品质量的庄严承诺。
Service Hotline
 中 文
中 文 English
English Español
Español Россия
Россия


